





Quá trình phay CNC
Điều khiển số (cũng là điều khiển số máy tính và thường được gọi là CNC) là điều khiển tự động các công cụ gia công (như máy khoan, máy tiện, máy phay và máy in 3D) bằng máy tính.Máy CNC xử lý một phần vật liệu (kim loại, nhựa, gỗ, gốm hoặc composite) để đáp ứng các thông số kỹ thuật bằng cách làm theo hướng dẫn được lập trình được mã hóa và không cần người vận hành thủ công trực tiếp điều khiển hoạt động gia công.
Máy CNC là một công cụ có thể điều khiển được bằng động cơ và thường là một nền tảng có thể điều khiển được bằng động cơ, cả hai đều được điều khiển bởi máy tính, theo các hướng dẫn đầu vào cụ thể.Các hướng dẫn được gửi đến máy CNC dưới dạng chương trình tuần tự các hướng dẫn điều khiển máy như mã G và mã M, sau đó được thực thi.Chương trình có thể được viết bởi một người hoặc thường được tạo ra bởi phần mềm thiết kế đồ họa có sự hỗ trợ của máy tính (CAD) và/hoặc phần mềm sản xuất có sự hỗ trợ của máy tính (CAM).Trong trường hợp máy in 3D, phần cần in sẽ được "cắt lát", trước khi hướng dẫn (hoặc chương trình) được tạo.Máy in 3D cũng sử dụng G-Code.
CNC là một cải tiến vượt bậc so với gia công không dùng máy tính mà phải được điều khiển thủ công (ví dụ sử dụng các thiết bị như bánh xe tay hoặc đòn bẩy) hoặc được điều khiển cơ học bằng các hướng dẫn mẫu chế tạo sẵn (cam).Trong các hệ thống CNC hiện đại, việc thiết kế một bộ phận cơ khí và chương trình sản xuất của nó được tự động hóa cao.Kích thước cơ học của bộ phận được xác định bằng phần mềm CAD và sau đó được chuyển thành chỉ thị sản xuất bằng phần mềm sản xuất có sự hỗ trợ của máy tính (CAM).Các chỉ thị kết quả được chuyển đổi (bởi phần mềm "bộ xử lý sau") thành các lệnh cụ thể cần thiết cho một máy cụ thể để tạo ra bộ phận và sau đó được tải vào máy CNC.
Vì bất kỳ bộ phận cụ thể nào cũng có thể yêu cầu sử dụng một số công cụ khác nhau – máy khoan, máy cưa, v.v. – nên các máy hiện đại thường kết hợp nhiều công cụ vào một "ô" duy nhất.Trong các cài đặt khác, một số máy khác nhau được sử dụng với bộ điều khiển bên ngoài và người vận hành con người hoặc robot để di chuyển bộ phận từ máy này sang máy khác.Trong cả hai trường hợp, chuỗi các bước cần thiết để sản xuất bất kỳ bộ phận nào đều được tự động hóa cao và tạo ra bộ phận gần giống với bản vẽ CAD gốc.
Phay là một quá trình cắt sử dụng dao phay để loại bỏ vật liệu khỏi bề mặt chi tiết gia công.Dao phay là một dụng cụ cắt quay, thường có nhiều điểm cắt.Ngược lại với việc khoan, trong đó dụng cụ được di chuyển dọc theo trục quay của nó, dao cắt trong phay thường được di chuyển vuông góc với trục của nó để việc cắt xảy ra trên chu vi của dao cắt.Khi dao phay đi vào chi tiết gia công, các cạnh cắt (sáo hoặc răng) của dụng cụ liên tục cắt vào và thoát ra khỏi vật liệu, loại bỏ các phoi (phôi) khỏi chi tiết gia công sau mỗi lần cắt.Hành động cắt là biến dạng cắt;vật liệu bị đẩy ra khỏi chi tiết gia công thành từng khối nhỏ dính vào nhau ở mức độ lớn hơn hoặc nhỏ hơn (tùy thuộc vào vật liệu) để tạo thành phoi.Điều này làm cho việc cắt kim loại hơi khác (về mặt cơ học) so với việc cắt các vật liệu mềm hơn bằng lưỡi dao.
Quá trình xay xát loại bỏ vật liệu bằng cách thực hiện nhiều vết cắt nhỏ, riêng biệt.Điều này được thực hiện bằng cách sử dụng dao cắt có nhiều răng, quay dao cắt ở tốc độ cao hoặc đưa vật liệu qua dao cắt từ từ;thường thì đó là sự kết hợp của ba cách tiếp cận này.[2]Tốc độ và bước tiến được sử dụng rất đa dạng để phù hợp với sự kết hợp của nhiều biến số.Tốc độ mà phôi tiến qua máy cắt được gọi là tốc độ tiến dao, hoặc đơn giản là cấp liệu;nó thường được đo bằng khoảng cách mỗi lần (inch trên phút [in/phút hoặc ipm] hoặc milimét trên phút [mm/phút]), mặc dù khoảng cách trên mỗi vòng quay hoặc mỗi răng cắt đôi khi cũng được sử dụng.
Có hai loại quá trình xay xát chính:
1.Trong phay mặt, thao tác cắt xảy ra chủ yếu ở các góc cuối của dao phay.Phay mặt được sử dụng để cắt các bề mặt phẳng (mặt) vào chi tiết gia công hoặc để cắt các khoang có đáy phẳng.
2.Trong phay ngoại vi, hành động cắt xảy ra chủ yếu dọc theo chu vi của dao cắt, do đó mặt cắt ngang của bề mặt được phay cuối cùng sẽ nhận được hình dạng của dao cắt.Trong trường hợp này, các lưỡi dao cắt có thể được coi là đang múc vật liệu ra khỏi chi tiết gia công.Phay ngoại vi rất phù hợp với việc cắt các rãnh sâu, ren và răng bánh răng.
| Máy cnc | Sự miêu tả |
| Cối xay | Dịch các chương trình bao gồm các số và chữ cái cụ thể để di chuyển trục xoay (hoặc phôi) đến các vị trí và độ sâu khác nhau.Nhiều người sử dụng mã G.Các chức năng bao gồm: phay mặt, phay vai, taro, khoan và một số thậm chí còn cung cấp tiện.Ngày nay, máy phay CNC có thể có từ 3 đến 6 trục.Hầu hết các máy phay CNC đều yêu cầu đặt phôi lên hoặc vào trong chúng và ít nhất phải lớn bằng phôi, nhưng các máy 3 trục mới đang được sản xuất nhỏ hơn nhiều. |
| Máy tiện | Cắt phôi trong khi chúng được xoay.Thực hiện các vết cắt nhanh, chính xác, thường sử dụng các công cụ và mũi khoan có thể lập chỉ mục.Hiệu quả đối với các chương trình phức tạp được thiết kế để chế tạo các bộ phận không thể thực hiện được trên máy tiện thủ công.Thông số kỹ thuật điều khiển tương tự như máy phay CNC và thường có thể đọc mã G.Thường có hai trục (X và Z), nhưng các mẫu mới hơn có nhiều trục hơn, cho phép thực hiện các công việc nâng cao hơn. |
| Máy cắt Plasma | Liên quan đến việc cắt vật liệu bằng đèn pin plasma.Thường được sử dụng để cắt thép và các kim loại khác, nhưng có thể được sử dụng trên nhiều loại vật liệu.Trong quá trình này, khí (chẳng hạn như khí nén) được thổi ra khỏi vòi với tốc độ cao;đồng thời, một hồ quang điện được hình thành thông qua khí đó từ vòi phun đến bề mặt bị cắt, biến một phần khí đó thành plasma.Plasma đủ nóng để làm nóng chảy vật liệu bị cắt và di chuyển đủ nhanh để thổi kim loại nóng chảy ra khỏi vết cắt. |
| Gia công phóng điện | (EDM), còn được gọi là gia công tia lửa, ăn mòn tia lửa, đốt, chìm khuôn hoặc ăn mòn dây, là một quy trình sản xuất trong đó thu được hình dạng mong muốn bằng cách sử dụng phóng điện (tia lửa).Vật liệu được lấy ra khỏi phôi bằng một loạt dòng phóng điện định kỳ nhanh chóng giữa hai điện cực, được ngăn cách bởi chất lỏng điện môi và chịu tác dụng của điện áp.Một trong các điện cực được gọi là điện cực dụng cụ hoặc đơn giản là "dụng cụ" hoặc "điện cực", trong khi điện cực còn lại được gọi là điện cực phôi hoặc "phôi". |
| Máy nhiều trục | Loại máy trục vít dùng trong sản xuất hàng loạt.Được coi là có hiệu quả cao bằng cách tăng năng suất thông qua tự động hóa.Có thể cắt vật liệu thành các mảnh nhỏ một cách hiệu quả đồng thời sử dụng bộ dụng cụ đa dạng.Máy nhiều trục có nhiều trục trên một trống quay theo trục ngang hoặc trục dọc.Trống chứa một đầu khoan bao gồm một số trục quay được gắn trên ổ bi và được dẫn động bằng bánh răng.Có hai loại phụ kiện đính kèm cho các đầu khoan này, cố định hoặc có thể điều chỉnh, tùy thuộc vào việc khoảng cách tâm của trục khoan có cần thay đổi hay không. |
| Dây EDM | Còn được gọi là EDM cắt dây, EDM đốt dây hoặc EDM dây di chuyển, quá trình này sử dụng tia lửa điện để gia công hoặc loại bỏ vật liệu khỏi bất kỳ vật liệu dẫn điện nào bằng cách sử dụng điện cực dây di chuyển.Điện cực dây thường bao gồm vật liệu đồng thau hoặc đồng thau mạ kẽm.Dây EDM cho phép tạo các góc gần 90 độ và tạo áp lực rất ít lên vật liệu.Vì dây bị ăn mòn trong quá trình này nên máy EDM dây sẽ cấp dây mới từ ống cuộn trong khi cắt nhỏ dây đã qua sử dụng và bỏ vào thùng để tái chế. |
| Máy EDM chìm | Còn được gọi là EDM loại khoang hoặc EDM thể tích, EDM chìm bao gồm một điện cực và phôi được ngâm trong dầu hoặc chất lỏng điện môi khác.Điện cực và phôi được kết nối với nguồn điện phù hợp, tạo ra điện thế giữa hai bộ phận.Khi điện cực đến gần phôi, sự cố điện môi xảy ra trong chất lỏng tạo thành kênh plasma và các tia lửa nhỏ nhảy lên.Khuôn và khuôn sản xuất thường được chế tạo bằng máy khoan EDM.Một số vật liệu, chẳng hạn như vật liệu ferrite mềm và vật liệu từ tính liên kết giàu epoxy không tương thích với EDM chìm vì chúng không dẫn điện.[6] |
| Máy cắt tia nước | Còn được gọi là "máy phun tia nước", là một công cụ có khả năng cắt thành kim loại hoặc các vật liệu khác (chẳng hạn như đá granit) bằng cách sử dụng tia nước ở vận tốc và áp suất cao hoặc hỗn hợp nước và chất mài mòn, chẳng hạn như cát.Nó thường được sử dụng trong quá trình chế tạo hoặc sản xuất các bộ phận cho máy móc và các thiết bị khác.Tia nước là phương pháp được ưu tiên khi vật liệu được cắt nhạy cảm với nhiệt độ cao do các phương pháp khác tạo ra.Nó đã tìm thấy các ứng dụng trong nhiều ngành công nghiệp khác nhau, từ khai thác mỏ đến hàng không vũ trụ, nơi nó được sử dụng cho các hoạt động như cắt, tạo hình, chạm khắc và doa. |

khoan CNC
các bộ phận

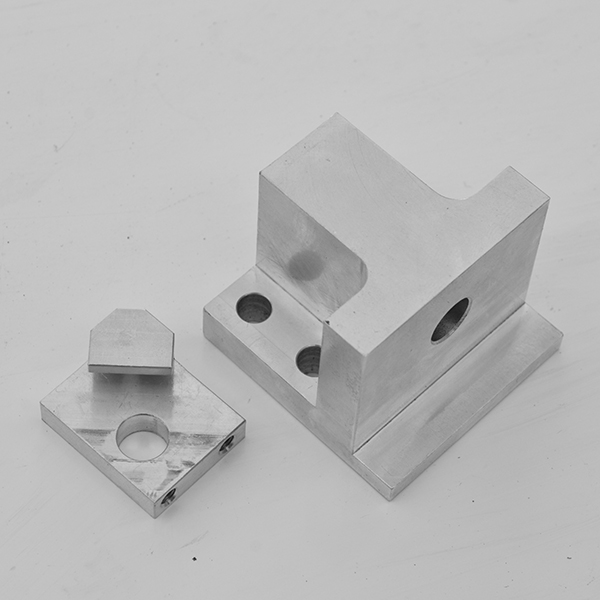
gia công CNC
bộ phận nhôm

Cơ khí CNC
bộ phận uốn cong

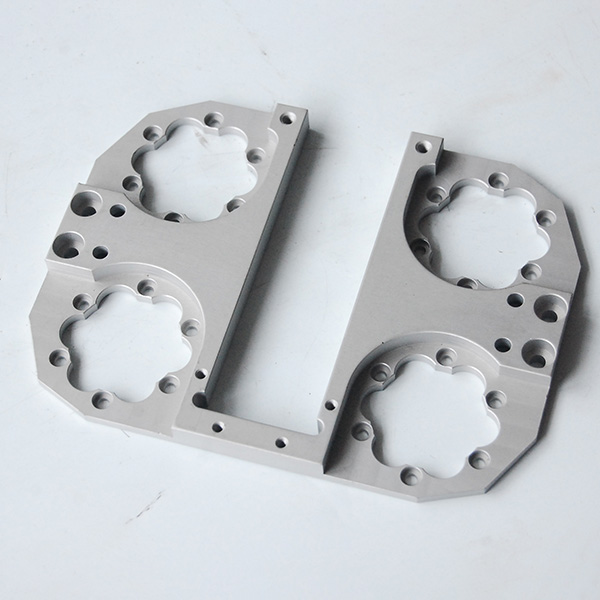
Bộ phận gia công CNC
với anodizing
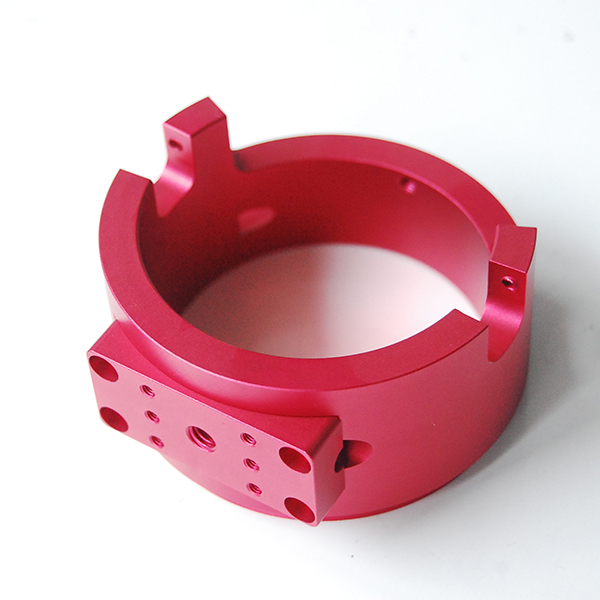
Độ chính xác cao
bộ phận cnc
Đúc nhôm chính xác
với gia công và anodized
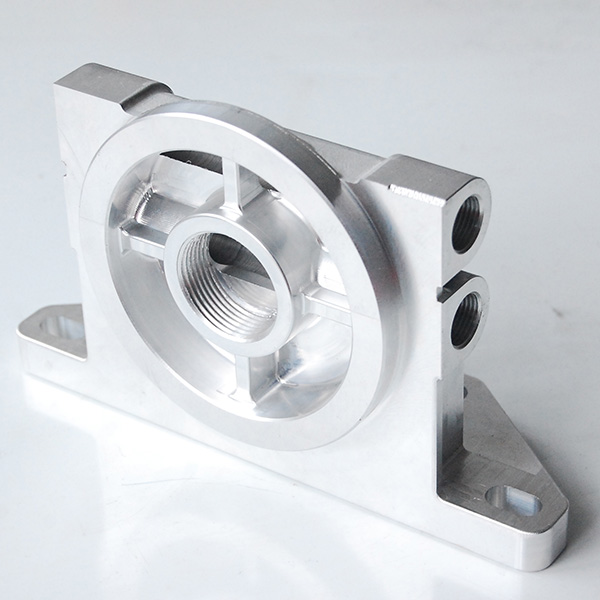
Nhôm đúc chính xác
với gia công

thép cnc
bộ phận gia công



